Изготовление пластмассы Изготовление изделий, деталей, из пластмассы любой сложности и качественно. Пресс-формы. Литьё изделий из пластмасс
Способы изготовления деталей
Листы и плиты из термопластов чаще всего изготовляют каландрированием — вальцеванием на многовалковых прокатных станках. Вальцеванием на профильных валках изготовляют также гофрированные листы для сотопластов. Фасонные изделия из листов получают прессованием в матрицах жестким или упругим пуансоном (воздухонаполненным резиновым мешком)
При пневматическом формовании листовую заготовку, нагретую до пластического состояния, зажимают по периметру матрицы, после чего давлением сжатого воздуха осаживают заготовку на матрицу. При вакуумном формовании внутри матрицы создают вакуум, в результате чего заготовка втягивается в матрицу, облегая ее поверхность. Таким способом изготавливают фасонные крышки, открытые резервуары, обтекатели, коки и другие тонкостенные изделия
Прессование
Прессование применяют для изготовления фасонных изделий из реактопластов и отверждаемых термопластов. Исходным материалом служат таблетки, гранулы, крошка; для изделий с порошковыми наполнителями — пресс-порошки. Процесс осуществляют в пресс-формах, состоящих из матрицы и пуансона. Формовка производится при повышенной температуре (пресс-формы нагревают), обеспечивающей отверждение материала
В матрицу засыпают мерное количество предварительно подогретого пресс-материала, после чего к пуансону прикладывают механическое или гидравлическое усилие и подвергают изделие кратковременной выдержке в форме под постоянным давлением, в результате чего происходит отверждение материала. Затем пуансон отводят; а затвердевшее изделие из матрицы удаляется выталкивателями
Режимы формования (температура предварительного подогрева, температура и давление прессования, продолжительность выдержки) зависят от рецептуры пресс-материала, от размеров и конфигурации изделия и подбираются опытным путем. Обычно температура предварительного подогрева 130-180°С, температура прессования 200-220°С, давление прессования 100-300 кгс/см2 продолжительность выдержки 15 — 30 с
Качество поверхности деталей высокое. При надлежащей отделке оформляющих поверхностей матрицы и пуансона (хромирование, полирование) можно получить поверхность шероховатостью Ra = 0,080 – 0,160 мкм
Литье под давлением
Литье под давлением применяют для формования термопластов. Исходный материал (гранулы, таблетки) подвергают нагреву до полного размягчения. Литьевая масса жидкотекучей консистенции подается в обогреваемый цилиндр, откуда выдавливается поршнем через литниковые каналы в охлаждаемые металлические формы. После охлаждения и затвердевания пресс-форма раскрывается, и отливки удаляются выталкивателями. Литники и заусенцы, образующиеся в полости разъема формы, обрубают и зачищают. Температура размягчения литьевой массы зависит от ее состава. Давление прессования 1000 — 1500 кгс/см2. Температура формы 20-40°С
Литье под давлением более производительно и обеспечивает более высокое и равномерное качество изделий, чем прессование. Можно получить поверхность шероховатостью Ra — 0,020 – 0,040 мкм
Для устранения внутренних напряжений и увеличения однородности структуры отливки подвергают нормализации: нагрев без доступа воздуха (обычно в минеральном масле) при 140-160°С в течение 1,5-2 ч с последующим медленным охлаждением
Экструзия
Экструзионное формование применяют для изготовления из термопластов прутков, труб, шлангов, плит, пленок, фасонных профилей (поручней, плинтусов и т. д.) Процесс осуществляется на шнековых прессах непрерывного действия (экструдерах). Литьевая масса подается через загрузочный бункер в обогреваемый цилиндр шнека, подхватывается витками шнека (в свою очередь подогреваемого) и перемещается вдоль цилиндра, подвергаясь перемешиванию и уплотнению. Уплотнение массы достигается уменьшением шага или высоты витков шнека. На выходном конце цилиндра устанавливают фильеру с отверстием, соответствующем форме поперечного сечения изделия. Отформованное изделие, выходящее непрерывным жгутом из фильеры, охлаждается. После затвердевания его режут на куски необходимой длины
Формование стеклопластов
Малогабаритные изделия из стеклопластов получают горячим прессованием в металлических формах
Крупногабаритные оболочковые конструкции чаще всего изготовляют методом набрызгивания на модель приведенного в вязко-текучее состояние пластика вместе со стеклянным волокном. Пластик и нарубленное волокно подают в нужной пропорции в распылитель. Выходящую из распылителя струю наносят на модель до образования слоя нужной толщины
Позитивные модели, воспроизводящие внутренний контур изделия, применяют в случаях, когда надо получить гладкую и точную внутреннюю поверхность. Негативные модели, воспроизводящие наружный контур изделия, применяют для получения чистой и точной наружной поверхности
При изготовлении изделий из пластиков холодного отверждения модели делают из дерева, гипса, цемента, а также из термореактивных пластиков. При горячем отверждении применяют металлические подогреваемые модели. Поверхность нанесенного на модель слоя уплотняют прикатыванием роликами или опрессовкой сжатым воздухом
Точность размеров изделий, получаемых методом набрызгивания, невелика. У крупногабаритных деталей разность в размерах может достигать нескольких миллиметров. Прочность таких изделий уступает прочности изделий, прессуемых под высоким давлением
Для изготовления полых деталей, имеющих форму тел вращения (трубы, конусы и т. д.), применяют метод намотки на вращающуюся оправку непрерывных прядей стеклянного волокна, пропитанных синтетиком. Прядепитатель устанавливают на суппорте, совершающем возвратно-поступательное движение относительно оправки. Намотку обычно выполняют наперекрест несколькими слоями. Наматываемые слои, уплотняют роликами
При изготовлении высокопрочных плит с ориентированным волокном намотку производят на барабан большого диаметра, разрезают еще неотвердевшую обмотку по образующей, расправляют и подвергают прессованию в плоских или фигурных штампах
Сварка пластмасс
Термопласты всех видов хорошо поддаются сварке. Высокоэластичные пластмассы (полиолефины, полиамиды, полиметилметакрилаты) сваривают контактной сваркой без применения присадочного материала. Тонкие листы и пленки сваривают внахлестку пропусканием пленок между роликами, подогреваемыми электрическим током. Плиты, бруски и другие подобные изделия сваривают встык. Свариваемые поверхности сжимают под давлением 1-3 кгс/см2; стык разогревают токами высокой частоты или ультразвуком. Прочность сварного стыка близка к прочности самого материала
Пластмассы меньшей пластичности (винипласты, фторопласты) сваривают с применением присадочного прутка, полученного из того же материала, что и свариваемые детали, но с добавкой пластификатора. Соединяемые кромки разделывают для образования, сварочной ванны. Сварку производят струей горячего воздуха. Прочность сварного шва составляет 70— 80% прочности самого материала
Пластмассы хорошо склеиваются с помощью клеев, представляющих собой раствор данного полимера в соответствующем растворителе. Некоторые клеи (ацетат поливинила, фенолнеопреновые, на основе модифицированных эпоксидов и др.) обладают широкой универсальностью по отношению к склеиваемым материалам. Этими клеями можно склеивать пластмассы с металлом, стеклом, керамикой и т. д
Правила конструирования пластмассовых деталей
Проектирование деталей следует начинать с того, что необходимо наметить плоскость разъема, определяющую конфигурацию детали, направление формовочных уклонов, расположение отверстий и размещение арматуры.
Как правило, форма должна иметь только одну плоскость разъема. Разъем по нескольким плоскостям усложняет конструкцию. Особенно нежелательны дополнительные разъемы в направлении, перпендикулярном направлению основного разъема
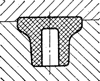
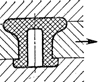
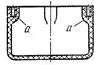
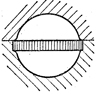
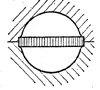
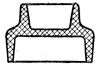
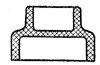
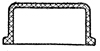
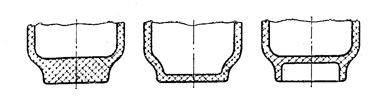
Следует иметь в виду, что позитивные, т. е. выпуклые части формы, образующие внутренние поверхности детали, обрабатывать проще, чем негативные (гнезда матриц), образующие наружные поверхности детали. Поэтому все сложные профильные элементы детали рекомендуется переносить на внутренние поверхности, стараясь придать наружным поверхностям самые простые очертания. Профильные поверхности рекомендуется располагать так, чтобы формующие поверхности можно было выполнить только в матрице
Правильно |
Неправильно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
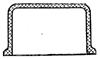

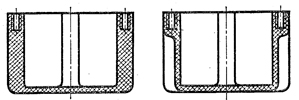
Наружные и внутренние поверхности стенок должны быть выполнены с уклоном, обеспечивающим легкое выталкивание детали из формы.
Исключение из этого правила представляют поверхности, которые по своему функциональному назначению нуждаются в строгой прямолинейности, например поверхности зубьев шестерен, выполняемые, как правило, параллельно направлению извлечения детали. Протяженность подобных поверхностей рекомендуется делать минимальной
Минимальные значения уклонов стенок детали рядового назначения в зависимости от высоты h стенки следующие:
| Высота стенки, мм | 10 | 10 – 50 | 50 – 100 | 100 – 200 | 200 |
| Уклон | 1:10 | 1:20 | 1:50 | 1:100 | 1:200 |
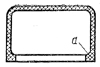
Внутренние уклоны целесообразно делать большими, чем наружные, потому что при усадке деталь плотно сжимает формующие элементы, что затрудняет удаление детали с этих поверхностей. Лучше придавать стенкам определенный конструктивный уклон, выполняя детали, если это допускает конструкция, коническими, пирамидальными и т. д. Чем больше конструктивные уклоны, тем легче удаляется деталь и тем меньше внутренние напряжения, возникающие в стенках в результате усадки пластмассы при затвердевании.
Отверстия в пластмассовых деталях оформляются стержнями, закрепленными в форме.
Следует избегать расположения отверстий перпендикулярно или под углом к направлению разъема пресс-формы, так как в этом случае усложняется конструкция пресс-формы (стержни приходится удалять до извлечения детали из формы). В отдельных случаях выгодно выполнять поперечные отверстия механической обработкой.
Длина отверстий (сквозных и глухих) не должна превышать трех — пяти диаметров отверстия. Минимальный допустимый диаметр отверстий 0,8 – 1 мм
Для увеличения жесткости стержни (особенно длинные малого диаметра) целесообразно утолщать на возможно большей длине, ограничивая протяженность отверстия заданного диаметра строго необходимым минимумом.
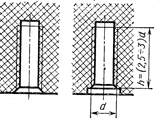
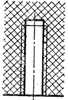
Стенки бобышек с отверстиями следует выполнять достаточно массивными во избежание разрыва стенок при усадке. Диаметр бобышки д.б. равен 2,5 – 3 диаметрам отверстий. Галтели и фаски допустимы лишь на той стороне отверстия, где стержень крепится к форме. Введение галтелей и фасок на противоположной стороне отверстия делает разъем формы практически невозможным
Резьбовые отверстия. Следует избегать формования резьбовых отверстий непосредственно в детали. Такие резьбы требуют применения вывертывающихся стержней, что усложняет конструкцию формы и замедляет операцию раскрытия формы.
Длину нарезных отверстий следует делать равной не менее 2,5 — 3 диаметрам резьбы
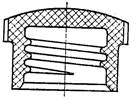
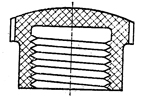
У навертных пластмассовых деталей типа пробок, колпачков и т. д. резьбу следует выполнять с большим шагом и с минимальным числом витков. Целесообразно придавать виткам скругленный профиль. Витки резьб не должны выходить на торец детали; резьбовое отверстие должно быть снабжено заходной фаской или выборкой. Первый (по ходу навертывания) виток должен быть сведен на нет
Правильно |
Неправильно |
|
|
|
|
|
|
|
|
|
Толщина стенок. Следует избегать местных массивов и утолщений. Стенкам детали следует придать по возможности одинаковую толщину. Практически установлено, что разностенность детали не должна превышать 1 :3. Переходы между стенками различной толщины должны быть плавными
Увеличение толщины стенок сверх известного предела вызывает неоднородность структуры материала поперек стенки и ослабляет деталь. Ориентировочно среднюю толщину стенок фасонных деталей можно определять по формуле
s = (0,25 – 0,5)√L, где L – максимальный габаритный размер детали, мм
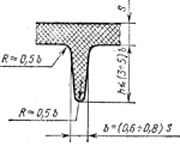
Оребрение. Увеличения прочности и жесткости деталей следует добиваться не утолщением стенок, а целесообразным оребрением детали. При конструировании ребер необходимо придерживаться следующих правил. Толщина ребер должна быть равна 0,6 – 0,8 толщины стенок, однако (в мелких деталях) не менее 0,8 — 1 мм. Высота ребер не должна превышать трех — пяти толщин ребра. Поверхность ребер следует выполнять с уклоном в сторону разъема формы. Ребра должны быть соединены со стенками плавными галтелями. Верхушка ребер должна быть закруглена.
Участки перегиба ребер, а также участки присоединения к стенкам должны быть выполнены с галтелями
При расположении ребер необходимо учитывать, что при отверждении и охлаждении ребра усаживаются и после извлечения из формы детали стягивают ее стенки. Поэтому следует избегать соединения ребрами частей детали, нуждающихся в точных размерах, например венцов шестерен
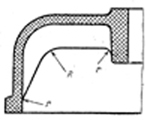
Галтели. Наружные и внутренние углы изделий должны быть выполнены по радиусу. Наружные углы изделия, формуемые входящими углами гнезда матрицы, следует выполнять по радиусу R, согласованному с диаметром пальцевых фрез, применяемых для фрезерования гнезда в матрице. Минимальный радиус закругления R = 2 – 3 мм. Радиус закруглений должен быть тем больше, чем глубже гнездо. Иначе пальцевые фрезы получаются недостаточно жесткими, что заставляет применять при фрезеровании малые скорости резания и малые подачи
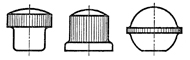
Детали ручного управления, а также навертные пробки и колпачки обычно имеют рифления под захват пальцами.
Примеры рифленых деталей
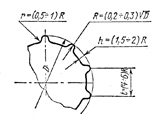
Рифления должны быть прямыми и расположены параллельно направлению извлечения детали. Косые и перекрестные рифления недопустимы, так как трудно выполняются в форме и препятствуют извлечению детали из формы.
Профиль рифлений в плане рекомендуется делать закругленным для облегчения изготовления формующих поверхностей матрицы.
Шаг рифлений должен быть максимальным, насколько это допускает условие удобной манипуляции деталью.
Рекомендуемые размеры и форма рифлений
Армирование деталей
Следует применять арматуру лишь в необходимых случаях, так как установка арматуры усложняет конструкцию формы и снижает производительность.
Арматура должна быть зафиксирована в пресс-форме в поперечном и продольном направлениях
Арматура должна при разъеме формы свободно сходить с фиксирующих элементов. Оси арматуры должны быть перпендикулярны плоскости разъема формы. Расположение деталей параллельно плоскости разъема или под углом к ней крайне усложняет конструкцию формы, требуя применения раздвижных форм или убирающихся фиксаторов.
При армировании деталей стержнями необходимо обеспечить свободную установку стержня в центрирующем гнезде и беспрепятственное его извлечение из гнезда при выталкивании детали. Диаметр свободной части стержня должен быть меньше диаметра центрирующей части гнезда. Применение изогнутых стержней недопустимо. В необходимых случаях стержни следует гнуть после формования
Способы крепления листовой арматуры

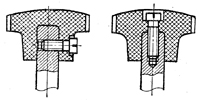
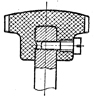
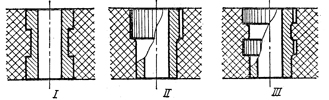
Способы крепления втулок в изделиях и сферических рукоятках
При конструировании пластмассовых деталей следует кроме технологических факторов учитывать механические свойства пластмасс: мягкость, малую жесткость, низкую прочность, а у реактопластов – хрупкость.
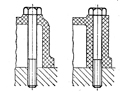
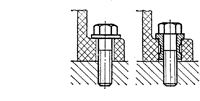
Пониженную жесткость пластмассовых деталей следует компенсировать оребрением, введением на свободных стенках реборд жесткости приданием детали жестких сводчатых форм. Следует всячески стараться не нагружать детали изгибающими усилиями, а заменять их более выгодными усилиями сжатия. Недопустимо нагружать детали изгибающими усилиями от затяжки крепежных деталей. Для устранения смятия опорных поверхностей, при силовой затяжке следует подкладывать под головки крепежных деталей опорные шайбы достаточно большого диаметра или армировать отверстия под крепежные детали втулками
Пластмассовые зубчатые колеса
Пластмассовые зубчатые колеса применяют (в паре с металлическими шестернями) в передачах, несущих умеренные нагрузки (вспомогательные приводы, приводы приборов и т. д.). Передачи с пластмассовыми зубчатыми колесами отличаются бесшумностью, плавностью хода и (при правильно выбранной нагрузке на зубья) высокой долговечностью. Пластмассовые колеса могут работать при скудной смазке, а при небольших нагрузках и малых окружных скоростях — без смазки
При ориентировочных расчетах можно исходить из условия, что нагрузка на 1 см ширины зуба не должна превышать 20 — 30 кгс/см для усиленных пластиков (тканевых и слоистых) и 15 — 20 кгс/см для пластиков, без наполнителей. (Для сравнения укажем, что удельная нагрузка в стальных шестернях с закаленным или азотированным зубом достигает 200 кгс/см, а в отдельных случаях 500 кгс/см). Наряду с пониженной прочностью следует учитывать низкую теплопроводность пластиков, затрудняющую теплоотвод от поверхностей трения
Для изготовления зубчатых колес применяют преимущественно текстолит, древеснослоистые пластики, капрон, найлон и полиформальдегиды. Текстолитовые и древеснослоистые колеса изготовляют механической обработкой; капроновые, найлоновые и полиформальдегидные колеса — литьем под давлением.
Условие прочности и долговечности колес из текстолита и древесно-слоистых пластиков состоит в том, чтобы слои ткани (или дерева) были направлены перпендикулярно рабочим поверхностям зубьев
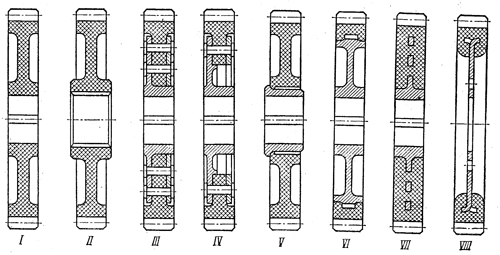
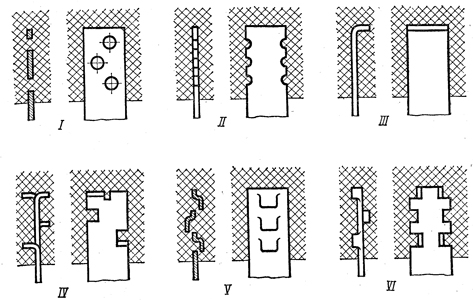
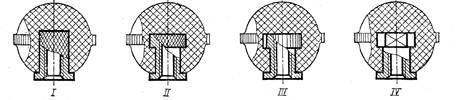
На рисунке представлены способы крепления пластмассовых колес на валах. Установку колес непосредственно на валу с передачей крутящего момента шпонкой (I) применяют только для слабонагруженных колес из-за опасности разбивания соединения. При повышенных нагрузках целесообразно применять посадку на шлицах с увеличенным диаметром и длиной ступицы (II).
Прочнее и надежнее установка на дисковых ступицах (III, IV) с креплением колес к диску заклепками или болтами. Обязательна установка под головки заклепок (а также под гайки и головки болтов) массивных подкладных шайб.
У литых зубчатых колес предусматривают посадочные пояса, армированные стальными втулками (V). Высокой прочностью и надежностью отличается конструкция VI, где венец колеса запрессовывается на диск с рифленым поясом большого диаметра.
На рисунке VII показана конструкция колеса, запрессованного на дисковую ступицу с перфорациями. Легконагруженные зубчатые колеса (VIII) получают запрессовкой венца на диск, присоединяемый к валу болтами. Венец фиксируется на диске обычными способами, например лапками, отогнутыми в диске
Источник: П.И. Орлов “Основы конструирования” т.3
Обратная связь
Интересуют вопросы реализации алгоритмов, программирования, выбора электроники и прочая информация, постараюсь осветить в отдельных статьях
пишите мне на netdm@mail.ru

Добавить комментарий